Fastening and assembly guides
Assembly
Correct tightening is essential when assembling with bigHead collar fasteners (S2/SF2 products). Both torque and preload influence:
Because torque and preload interact, and because friction and tool accuracy introduce unavoidable variation, there is no single universal tightening value for bigHead collar products. Suitable limits depend on:
This guide explains when to use torque or preload limits, how apply calculation methods, and how to account for variability during assembly.
Torque is the rotational input applied to the screw during assembly. Torque control is typically used to:
Preload is the axial clamp force generated in the joint. Preload control is typically used to:
A given torque does not guarantee a specific preload. Variations in friction, lubrication, surface condition and tool accuracy all influence the final clamp load.
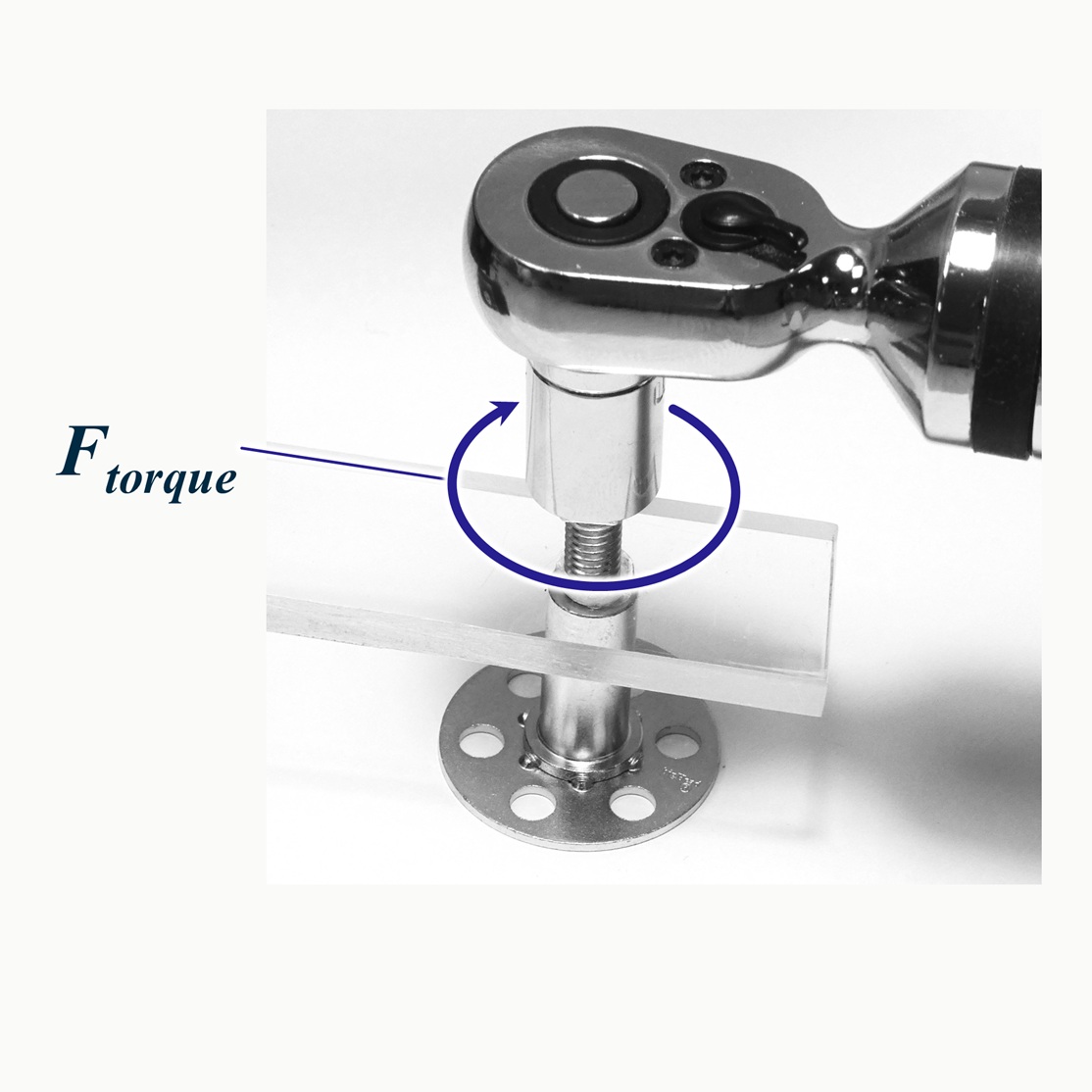
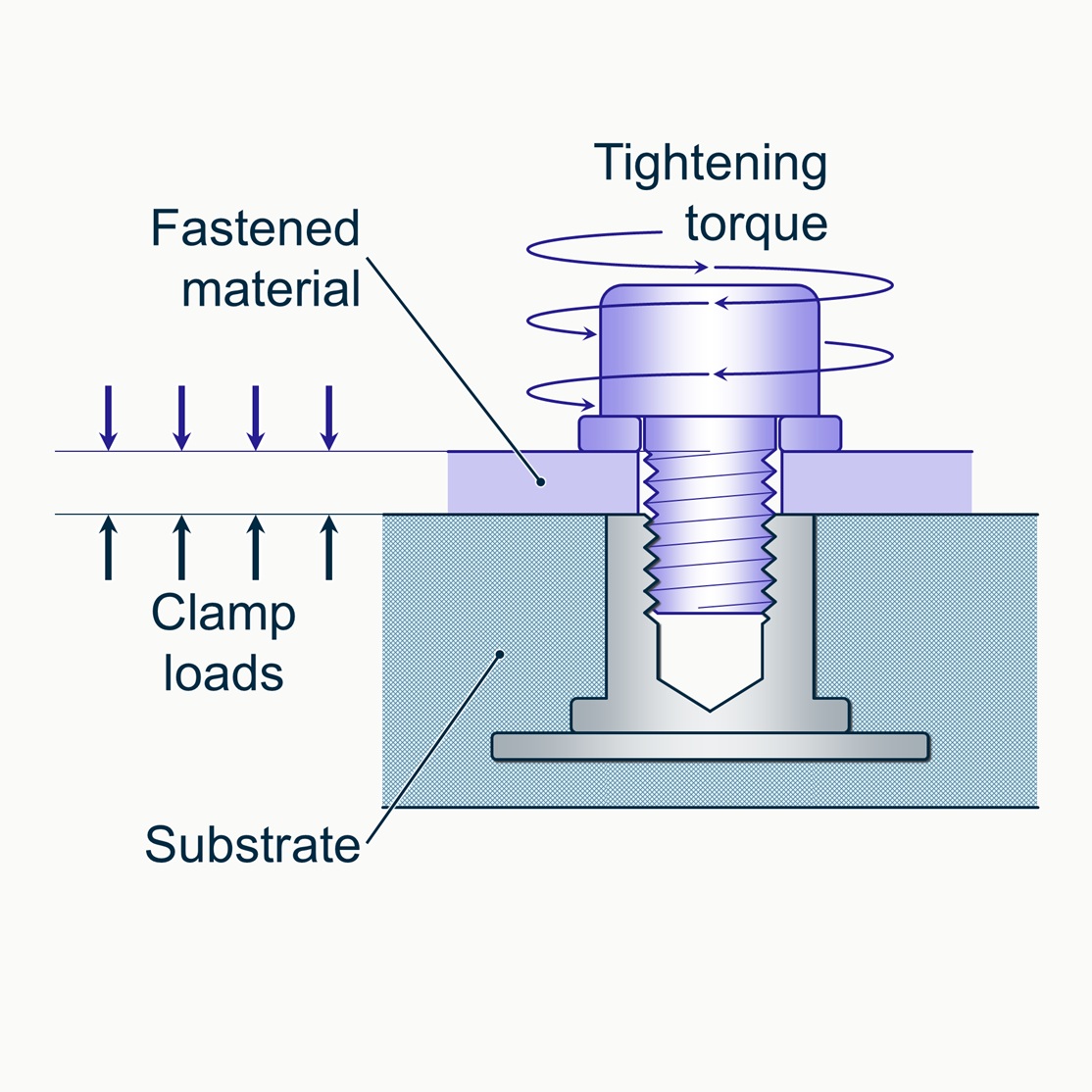
Applying torque to the screw generates torque forces within the assembly
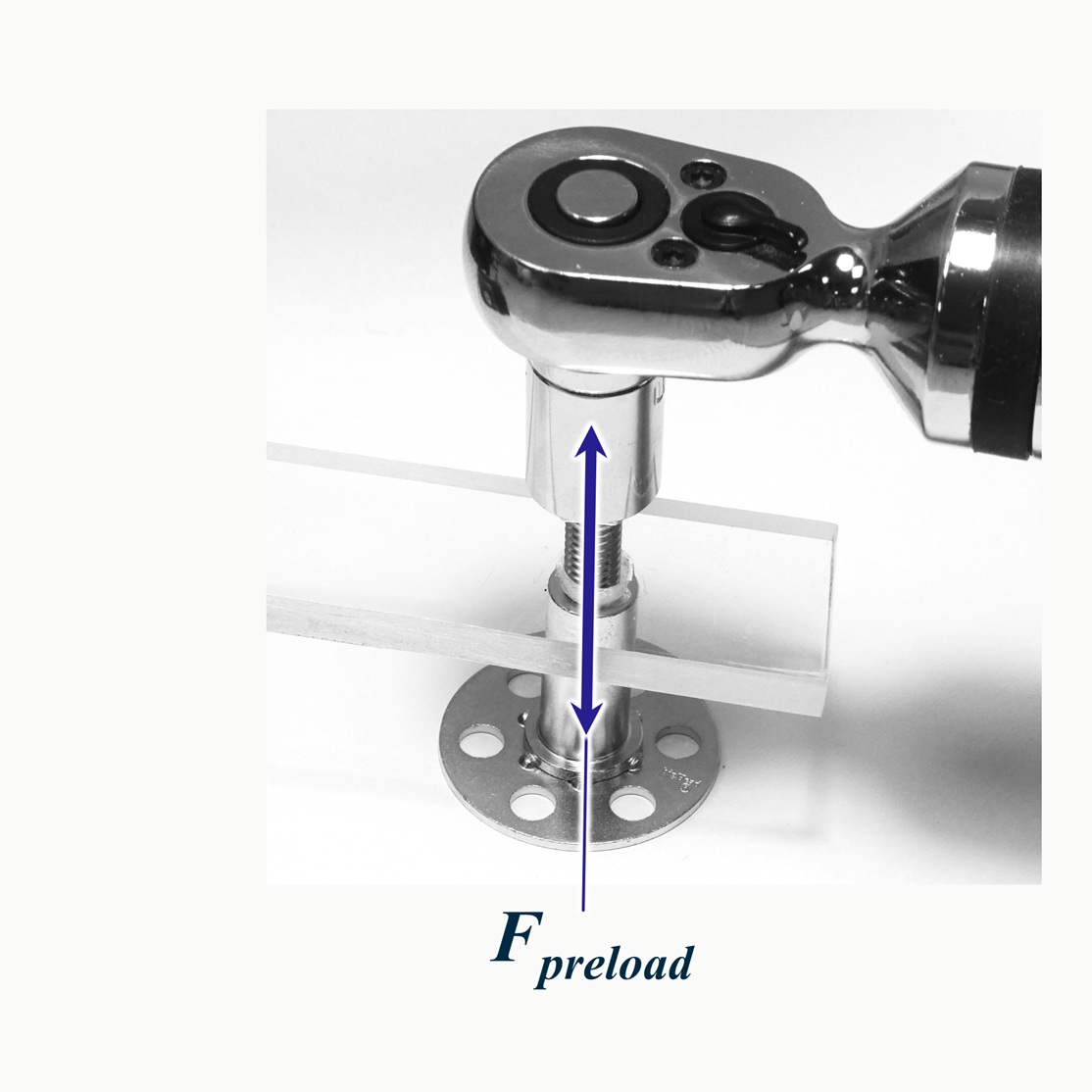
Tightening the screw generates preload forces within the assembly

Applying torque and tightening the screw generates both torque and preload forces within the system
Use torque limits when your priority is protecting the bigHead fastener or the installation interface.
For standard bigHead products, find the maximum recommended tightening torques on the product’s Technical Data Sheet (TDS). If you’re unsure, get in touch.
Depending on your bigHead product type, thread size and installation configuration, you may need to impose assembly torque limits to protect the interface rather than the screw or collar.
During tightening, part of the applied torque is reacted through the collar into the surrounding material or adhesive. If the interface has limited torsional capacity, excessive torque may damage the installation even if preload remains acceptable.
In these cases, you should establish torque limits using application-representative testing, including:
Generic torque values are not sufficient when interface strength governs.
Use preload limits when your priority is managing clamp loads within the fastened materials or the fastener itself.
If the fastened materials have limited compressive strength, you must define a maximum permissible preload based on:
As these values depend on your fastened material properties, bigHead cannot provide them.
Some applications must adhere to bigHead’s recommended preload limits to meet performance or durability requirements.
For preload limits for standard bigHead products, get in touch.
If the screw is the limiting element, preload limits prevent overstressing it during tightening. Refer to the screw manufacturer’s documentation or consult your supplier.

Applying tightening torque to the screw creates clamp loads within the fastened material
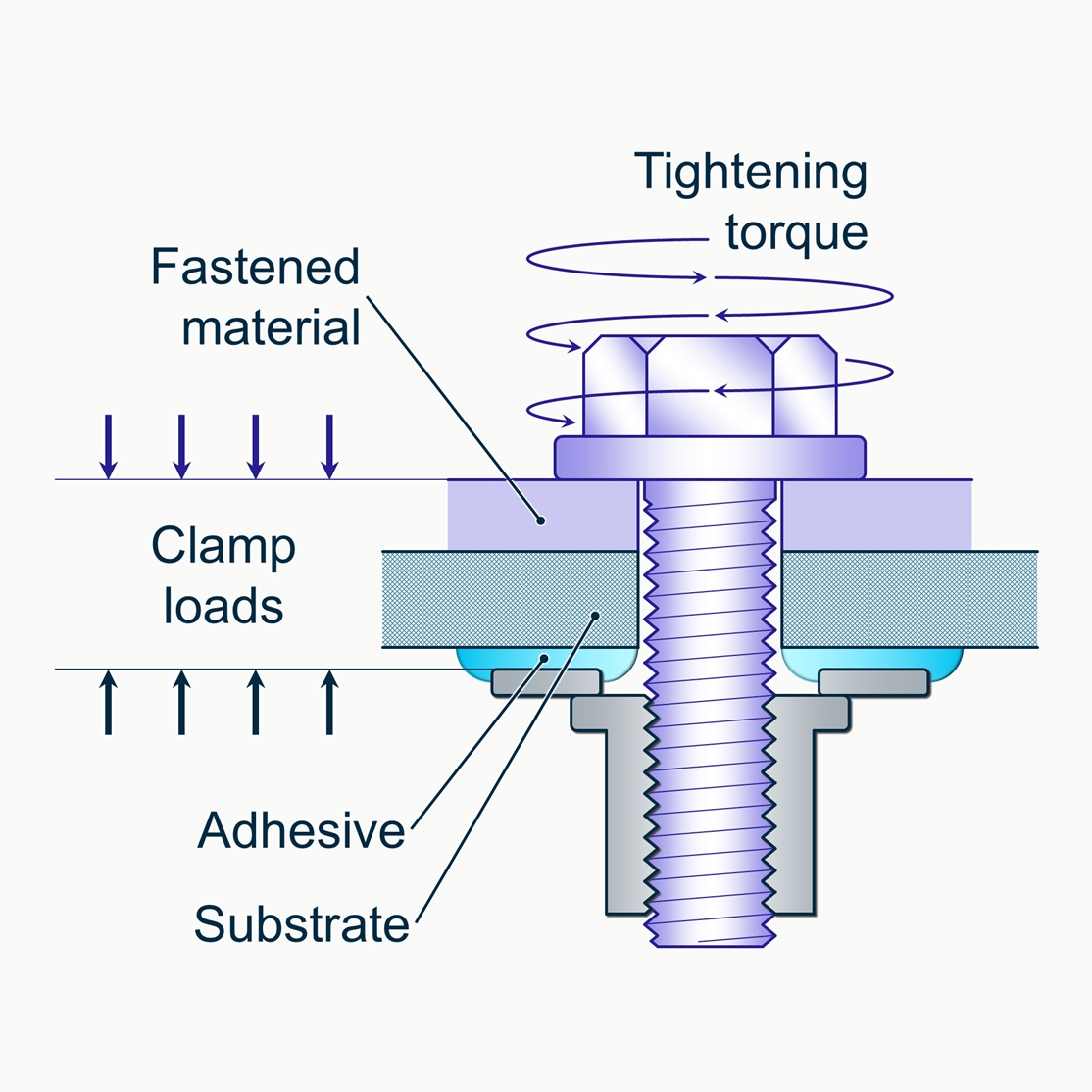
Applying tightening torque to the screw creates clamp loads within the fastened material, the adhesive bondline, and the substrate material
Applying tightening torque to the screw creates clamp loads within the fastened material
Standard torque values are often based on ~90% of screw yield strength. This approach works for conventional metal-to-metal joints, but not for composite or bonded assemblies, which require different criteria.
To define torque or preload limits, use an established methodology such as VDI 2230.
This section outlines the key inputs and decision steps for using VDI-style calculations to select tightening torque or preload limits for bigHead collar fasteners.
This information does not reproduce the full calculation process and is not a substitute for the formal bolt-calculation framework.
Use this workflow to determine a tightening torque value for an established preload limit. (For example, to set an assembly torque limit that avoids over-clamping the fastened material).
Use this workflow to determine the preload range associated with a given tightening torque value. (For example, to check if a tightening torque will create preloads that exceed the clamp-force tolerance of the fastened materials).
Even with controlled tightening, preload will vary. Two factors drive this:
The combined effect is preload scatter. The preload within the fastened system can vary for a given torque, and the amount of variation depends on the entire fastening system.
Preload scatter cannot be eliminated, only managed. Its implications for fastening integrity and durability are specific to every application, and must be addressed on a case-by-case basis.
Where preload sensitivity is critical, joint robustness should be demonstrated through:
It depends on what you need to protect or control.
In some applications, both limits apply. The more restrictive limit should govern your assembly.
No. A given tightening torque will produce a range of preload values due to normal variations in friction and tool accuracy. This preload scatter is unavoidable and is influenced by surface condition, lubrication, materials, and the assembly method used.
Because torque is only an indirect way of controlling clamp load, and clamp-force limits in composite and bonded structures are governed by the fastened materials and interfaces, not the bigHead fastener alone.
This is an industry convention for metal-to-metal joints and is not sufficient for composite or bonded structures.
Use alternative governing criteria whenever fastened materials, interfaces, or performance requirements impose additional limits.
Improved tool accuracy and process control helps, but preload scatter cannot be eliminated. Critical joints should be validated through testing.