Fastening Points
How fastening expertise became a lean production system
For six decades, bigHead has refined the way fastening systems are designed and made. This is the story of how that expertise was transformed into a lean manufacturing system, built to scale quality.
Quality fastening rarely announces itself.
You can’t always see it when a product leaves the factory. You might not notice it when an assembly process runs smoothly. Nor when a fastening system does its job under load, time after time. It sits out of sight, doing vital work in places where failure is expensive.
Behind bigHead’s quietly reliable fastenings sits more than 60 years of engineering knowledge, accumulated detail by detail. Founder Ken Stanley simply wanted a strong, efficient way to fasten composites. Engineers found the solution worked and kept coming back for more.
For many years, that hard-earned know-how lived largely in people’s heads. Experience was carried by individuals. Judgement was mastered on the job. It worked, but we knew we needed to improve. As demand grew, an important question emerged:
How do you scale that kind of expertise without losing what makes it valuable?
How do you turn decades of tacit knowledge into a system that can reliably design and manufacture thousands of fastening solutions each year, across industries, at pace?
Turning experience into a system
The person best placed to answer that question is Phil James, bigHead’s Technical Director.
Over the last two decades, Phil’s played a central role in turning bigHead’s accumulated know-how into repeatable, resilient production systems, without losing the judgement that underpins quality.

Phil James, Technical Director
Shortly after Phil joined the business, he spotted several opportunities for improvement. Processes, premises, machinery, tooling, suppliers… all were working, but none were optimised.
Where to start? Phil and the team turned to a lean manufacturing framework, always keeping customer experience front of mind.
Achieving ISO 9001
One of the first milestones on that journey was achieving ISO 9001 in 2005. The quality bigHead was anecdotally known for was formalised to a globally-recognised standard.
Since doing so, we’ve consistently achieved high audit ratings, with zero non-conformances and zero observations over the last three years.
But while the systems were improving, the physical reality of the factory was holding us back.
Phil recalls:
“We were doing a great job, but we were working in a restrictive environment, using old machines, with space at a premium. We just didn’t have enough room to grow. Customers perceived we were already a huge company with modern premises. Our reality was very different. We had reached a turning point… we needed a bigger facility!”

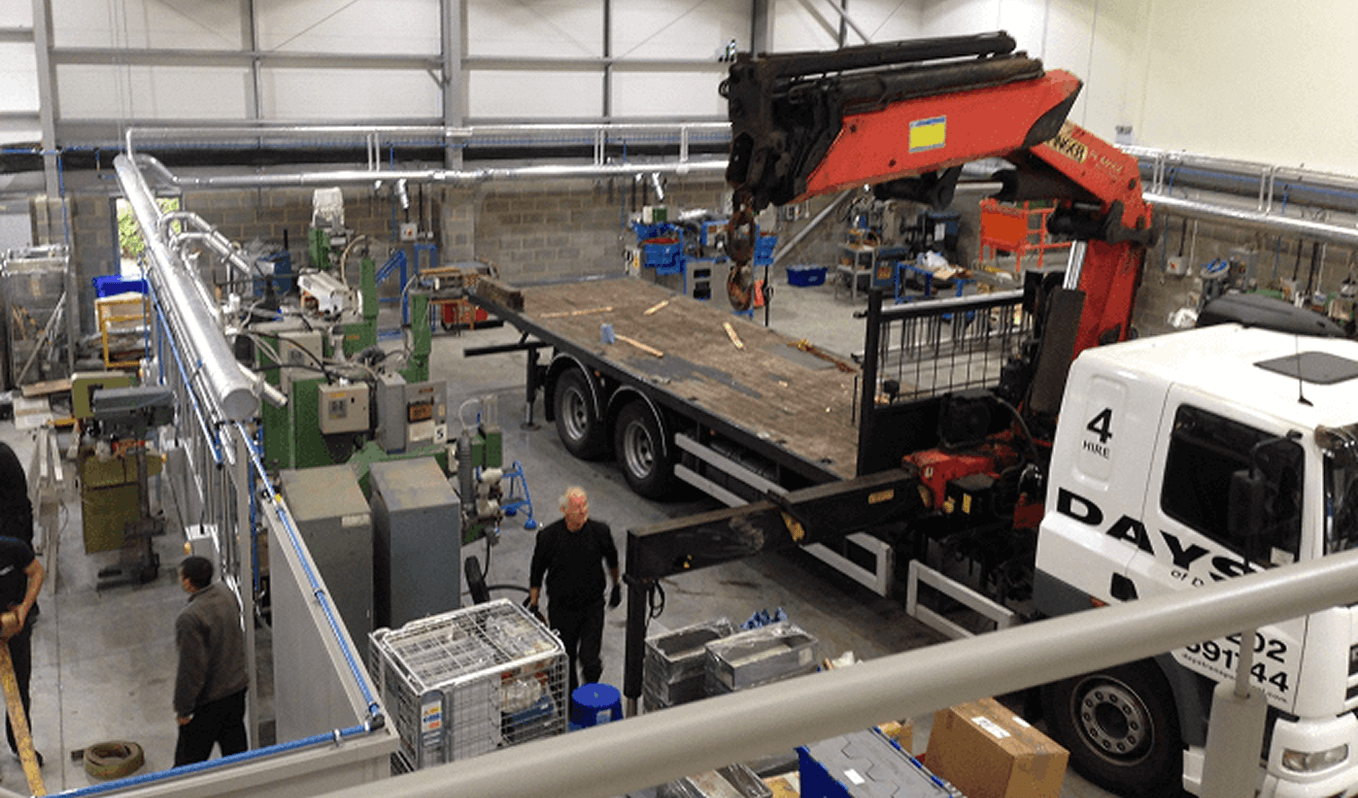
Leaving the old site…

…and unpacking at the new site.
Moving on up (to Verwood)
In 2015, with the support of Bossard, bigHead settled into the larger Verwood facility that is our home today. And the move unlocked far more than extra floor space.
Lean manufacturing was no longer limited to a philosophy; it became a practical design exercise.
Phil says:
“We were able to rethink production from the ground up. How materials enter the building. How they move through inspection and storage. And how they flow smoothly through an efficient production process, without unnecessary handling or delay.”
Three automated vertical storage systems replaced heavy manual racking, freeing space and reducing physical strain.
Work orders began to follow a linear path through the factory rather than looping back on themselves.
Applying single-minute exchange of die (SMED) principles, we were able to significantly reduce changeover times, improving efficiency and responsiveness.

Twin stacked vertical storage systems bring efficiency
Transforming tooling production
As production flow improved, another bottleneck became increasingly visible: tooling.
bigHead’s vast product range requires an equally vast range of tooling, all produced in-house.
Historically, these were produced with traditional, labour-intensive manual machining techniques. Even when tooling blanks were in stock, production often had to wait for engineering capacity.
In late 2015, the welcome addition of a programmable CNC mill transformed the tooling process. Multiple tooling sets could now be produced simultaneously to a high accuracy.
Tooling production was transformed overnight.
New machines, new possibilities
With tooling and workflow improving, it was time to bring the core production technology up to the cutting edge too.
The existing equipment had evolved over many years, but limited historical build records made it difficult to define exactly what a modern replacement should look like.
Even finding the right company to make it was a struggle.
“It took over six years, and a few failed engagements, to find a machine integration company with the skills and experience we needed,” Phil says.
Eventually, the right team was found, one able to analyse what bigHead had, what it needed, and translate that into a future-proof production platform.
A key recommendation was a move from AC welding to medium-frequency DC (MFDC). A prototype MFDC welding machine joined the factory floor in 2019.
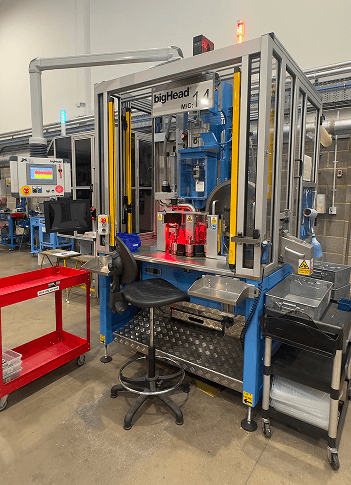
bigHead’s MFDC welding machine
What followed was eighteen months of evaluation and development (“trying to break the thing,” as Phil describes it).
Once the residual issues were resolved, three more machines were commissioned and installed in 2022, followed by an upgrade of the original prototype to bring the whole platform into alignment.
The result was a unified, robust production system that actively supports operators in producing consistent quality.

The new machines arrive
Making quality visible
The next step was making sure the intelligence built into the machines could be captured, shared and improved upon.
In 2024, bigHead introduced an integrated production management system. Custom software allows the machines to be programmed remotely and to operate both independently and in synchrony.
Production data is captured automatically, with standardised records replacing manual logging.
Following poka-yoke principles, inspection cameras and weld-head technology are used to prevent errors before they occur.
Efficiency and quality can be monitored in real time, enabling constant data-driven improvement. As Phil puts it: “The magic is no longer hidden inside the machine.”
A ‘lean gold standard’ manufacturing metric that defines the net result of all these improvements is our overall equipment effectiveness (OEE).
“Now operating at circa 78% OEE, we are just shy of world class performance.”
Raising the bar on component quality
Once the welding technology was moved over to MFDC, another issue came into focus: supplied components were not always meeting the high standards required.
Non-conforming materials caused disruption with inevitable production delays, needing manual intervention to protect customer delivery dates.
The solution was to rethink the supply chain. Phil and the team reshored component supply to the UK, building close relationships with trusted suppliers.
These partnerships allow for on-site consignment stock, improving availability and reducing lead times while maintaining quality control.
At the same time, every component drawing was upgraded, a painstaking process that eliminated ambiguity around dimensions and material standards.
Automating inspection
With a robust supply chain in place, attention turned inward once again.
Manually inspecting a vast range of weld-assembled products using traditional gauging techniques was time-consuming, costly, and no longer going to cut it.
After careful evaluation, bigHead invested in a three-axis optical inspection system. Custom-programmed to handle the full range of product geometries, it checks all dimensions in a single cycle.
Errors are recorded automatically, allowing patterns to be identified and addressed at source. Inspection became faster, more consistent and more informative.
And the time and cost savings are passed on to the customer.
The lean journey is ongoing
bigHead is currently exploring how AI technologies might further streamline production.
“Where this can take us, we’re not sure yet,” says Phil. “But we see it as worth exploring.”
Also on the roadmap is a single-welder machine to expand possibilities for customised fastenings.
Bespoke products developed for customers will be able to integrate into the central system, bringing the same levels of monitoring and traceability as standard products.
The original vs the copy
This successful production system has been hard-won, built on six decades of product development experience.
That depth of understanding allows knowledge of where a product’s boundaries are, and how to innovate without crossing them.
And it allows the development team to work honestly with customers, helping define the right fastening solution for their application, whether that’s a bigHead or not.
This is something copycat manufacturers struggle to replicate. While some imitations look convincing, the risk is significant.
Premature failure is costly, and too often we find ourselves helping customers resolve issues caused by cheaper alternatives. Phil says:
“I doubt copycat manufacturers even know what they’re copying.”
Choosing a fastening that will be integrated into another product requires trust, not just in the part, but in the knowledge behind it.
That’s where bigHead focuses its effort, combining robust technical support, clear online guidance, and collaborative development for customers who want to work in partnership.
Ken would be pleased
The humble fastening Ken Stanley designed on a workbench sixty years ago has evolved alongside customers, materials and manufacturing technology. As composites evolve, bigHead evolves with them.
Embedding lean production has been the true turning point. While there’s always more to do, Phil describes the current state as “a breath of fresh air. Everything has finally gained its own momentum.”
Ken Stanley (1923–2017) pays a visit on moving day
And what would Ken think?
“Ken was still running the company when I joined, and I came to see him as a good friend,” says Phil. “I’m proud in my belief that he would be overwhelmingly pleased with what we’ve achieved so far.”
Facing your own fastening challenge?
You can browse our product range, explore technical guidance in tecHub, or get in touch to talk through your requirements with our team.
We’re here to help, whether you know exactly what you need or want to work it out together.